


Exhaust Fan (3 star)
Problem: We detected excessive fan speed vibration and harmonics on all measurement locations. We recommended first checking the motor and fan bearings for any looseness/lack of rigidity and the belts/sheaves for wear and proper alignment. We also recommended cleaning/balancing the fan.
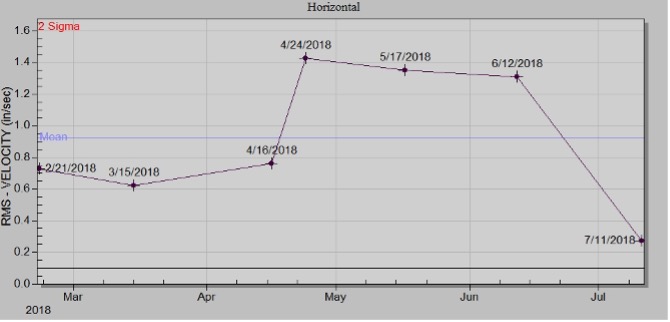
Solution: We were informed the fan base was rebuilt and the fan was balanced. As a result, we detected a significant improvement in fan speed vibration and harmonics on the motor and fan bearings. Horizontal vibration on the outboard motor bearing is 79% lower than the last measurements (see trend below).
Financial Impact
- Downtime Avoided: Even a single 8-hour outage could cost $100,000+ in lost production.
- Repair Costs Avoided: Bearing/motor replacement can run $50,000–$250,000.
- Energy Savings: Balancing and alignment typically improve efficiency by 3–5%.
Return on Investment
- ROI: >500%, with potential upside exceeding 1000% depending on avoided production losses
Stand 14 Main Drive (3 star)
Problem: Vibration measurements were taken on the primary gearbox input and output bearings and the input roll housing bearing. We detected a significant increase in harmonic vibration at the outer race defect frequency of the roll housing output shafts SKF N222 bearings. The vibration is evident on the primary gearbox, but is much higher on the roll housing input bearing. This represented a change in vibration patterns, and vibration levels on the roll housing input bearing were higher than we’ve see in the past. We recommended inspecting the roll housing output shaft bearings for damage especially the SKF N222 bearings.
Solution: Customer responded to the report findings right away and found the bad bearings that were identified on the report. They replaced the bearings and were running the next morning.

ROI: If the SKF N222 failed catastrophically, it could have damaged the gearbox or roll housing. A catastrophic failure could have meant 2–5 days of downtime for repairs. With the benefits of our system, they saved close to $1 million. This catch ultimately gave them huge savings with 10-25x ROI with this finding alone.
Line Stands (1 star) CMAS detection
Problem: A peak vibration was detected on the external gearbox. We detected an increase in high-frequency harmonic vibration at multiples on the output shaft speed since when producing 5.5 mm and 6.6 mm rods, accompanied with elevated wideband noise floor. Though the vibration decreases when producing 16 mm rods, we recommended checking the output bearing for adequate lubrication, unusual noise and elevated temperatures.
Solution: Customer checked the bearings, and there was damage being produced. This resulted in significant savings.
ROI: This finding avoided needing a gearbox replacement and not having 2-3 days of downtime. With this catch alone, the customer received around 5x ROI.
Blast Furnace
Conveyor Drive (3 star)
Problem: We detected an increase in wideband vibration on the gearbox. Overall (RMS) axial vibration on the gearbox input bearing is 1.79 in/sec. The vibration level was excessive and the highest we’ve seen to date. We recommended scheduling the gearbox gears and bearings for an inspection.
Solution: We were informed the gearbox was replaced. As a result, overall (RMS) vibration levels on the new gearbox are much lower than the previous unit (see comparison below).
ROI:
Burner Fan (3 star)
Problem: The vibration level at the shaft speed on the outboard motor bearing was excessive along with a major increase in high-frequency wideband vibration on the inboard fan bearing. We recommended inspecting the motor and coupling for looseness and proper alignment. We also recommended inspecting the fan bearings for looseness/wear.
Solution: We were informed the base of this unit was repaired and the fan housing was replaced. We detected a good improvement in vibration at the shaft speed on the motor and inboard fan bearing. High-frequency vibration also decreased significantly on the inboard fan bearing. Axial vibration was near average.
ROI:
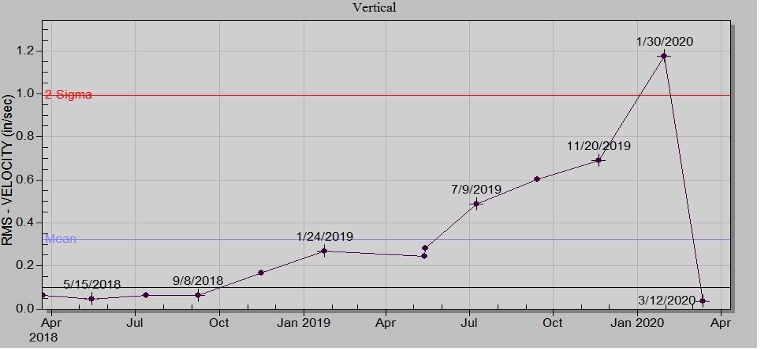
Loop Roll (3 star)
Problem: We detected a significant increase in overall (RMS) vibration levels on both roll bearings. The vibration level on the pulpit-side roll bearing was excessive and 479% above average. We recommended checking the roll bearings for any form of looseness, unusual noise, and proper lubrication. Our technician noticed more noise than usual coming from the stand. He was also told the product in the mill at the time of measurement was different than usual. This could have been contributing to the overall (RMS) increase in vibration levels on the roll bearings.
Solution: We were informed that the bearings were replaced after our preliminary report and unusual noise on this roll improved. Therefore, we detected a decrease in overall peak vibration on the roll bearings (see comparison below) and vibration levels are well within established limits.
ROI:
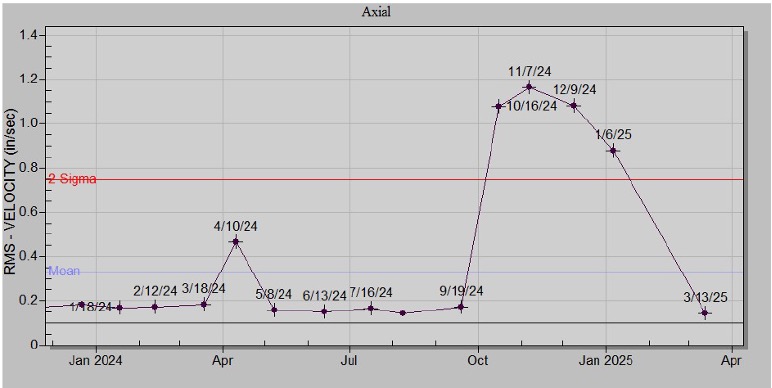
Combustion Blower (3 star)
Problem: The vibration level at the shaft speed on the inboard motor bearing was lower than the last measurements, but was still very high. We recommended checking the motor/support base for looseness and cleaning/balancing the fan.
Solution: We were informed that the motor was replaced since our last measurements. Therefore, we detected a decrease in shaft speed related vibration levels, and axial levels dropped 84% on the inboard motor bearing (see trend below). This was a very good improvement.
ROI:
Plastics
Extruder (3 star)
Problem: We detected high-frequency harmonic vibration on the motor bearings, which were also present in the velocity spectrum. This represented a change in vibration patterns and was an indication of a bearing defect. We were also informed of abnormal bearing noise coming from the motor. We recommended scheduling the motor bearings for an inspection/replacement.
Solution: We were informed the motor bearings were replaced. As a result, we no longer detected bearing defect vibration on the motor (see comparison below). Overall (RMS) vibration levels on the motor were 38%-75% lower than the last measurements.
ROI:
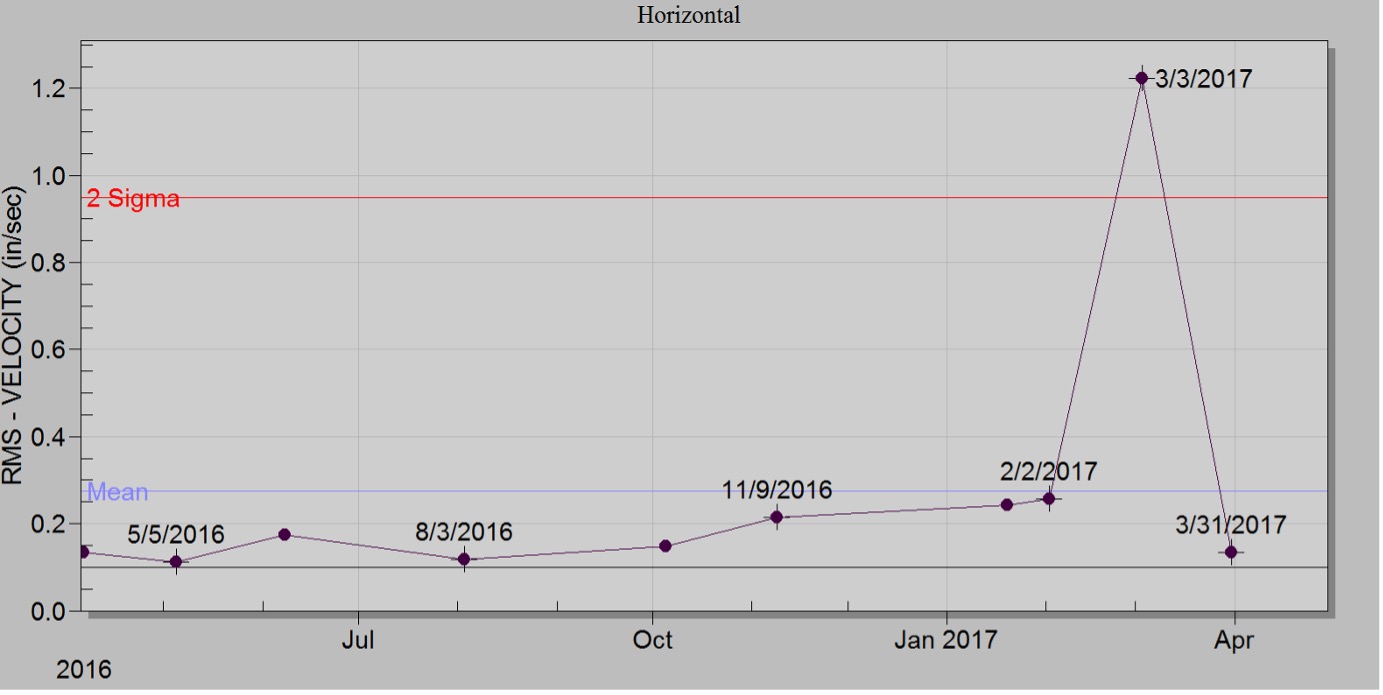
Vapor Exhauster (3 star)
Problem: Since our last survey, we were informed the structure has been replaced and bolted to the concrete. The fan assembly was also replaced. Dominant vibration on all measurement locations was occurring at the shaft speed. The level of vibration on the outboard motor bearing was 320% above average and higher than we’ve detected in past surveys. We also detected high levels of shaft speed vibration and harmonics on the fan bearings. We recommended inspecting the motor and fan bearings for looseness. We also recommended checking the coupling for looseness and proper alignment.
Solution: After our last survey, we were informed this machine was re-aligned. We detected a significant decrease in vibration levels at the shaft speed on all measurement locations. The vibration levels on the outboard motor bearing was 89% lower than last time (see trend below).
ROI:
Chemicals (Adhesives)
Methylene diphenyl diisocyanate (MDI) Pump (3 star)
Problem: The vibration level at the shaft speed on the outboard motor bearing was excessive and the highest we’ve seen to date. We recommended checking the motor/support base for looseness and scheduling the high-speed coupling for an inspection.
Solution: We were informed the base bolts were tightened on this unit. As a result, we detected a significant improvement in vibration at the shaft speed on the motor and gearbox. Overall (RMS) vibration levels on the outboard motor bearing were 84%-97% lower than the last taken measurements.
ROI:
WSN (US Salt)